|
|
|
|
главная страница словари ГОСТЫ И ТУ свойства металлов производители металлов о проекте |
|
|
медь бронза латунь алюминий титан никель кобальт цинк магний олово свинец медно-никелевые сплавы вольфрам молибден ниобий тантал |
|
|
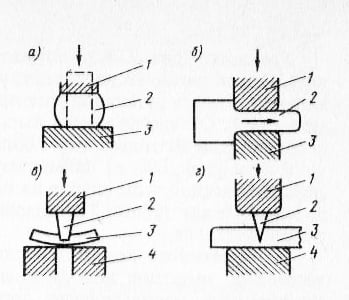
Свободная ковка Сущность процесса свободной ковки состоит в том, что необходимое изменение формы заготовки достигается путем ударов и нажимов специальным инструментом (бойком) пресса или молота. Этот вид обработки металлов давлением осуществляют только с нагревом. Свободной ковкой достигается не только изменение формы заготовки, но и улучшение механических свойств получаемой детали. В большинстве случаев поковки служат заготовками для дальнейшей механической обработки. При ковке течение металла в стороны под ударным воздействием Молота ничем не ограничивается. Вот почему такой способ обработки металлов давлением называют свободной ковкой. Исходными заготовками могут быть слитки, блюмсы или сортовой прокат (например, прутки). В процессе свободной ковки измельчаются и уплотняются ядра, устраняются внутренние раковины и пузыри. Такой способ обработки металлов давлением применяют для получения единичных поковок различной формы и размеров, а также при изготовлении небольшой партии кованых деталей. Рассмотрим основные операции свободной ковки: осадку, протяжку, прошивку, рубку (рис. 1). Осадку (рис. 1а) используют для уменьшения высоты заготовки, что приводит к увеличению поперечного сечения. Заготовку (обозначена пунктиром) устанавливают на наковальню 3 и ударами молота 1 производят ковку, в результате которой получается осаженная деталь 2. Можно выполнить частичную осадку, т. е. осадить часть заготовки, в результате чего получится, например, заготовка под болт. Осажденная заготовка имеет бочкообразную форму. Это вызвано тем, что в силу значительных усилий трения между плоскостями заготовки и поковки прилегающие к молоту и наковальне слои металла перемещаются очень мало, а далее металл перемещается без всяких препятствий. Протяжка (рис. 1б) предназначена для увеличения длины поковки за счет уменьшения ее поперечного сечения. Протяжку выполняют путем многократного обжатия заготовки 2, уложенной на наковальню 3, ударами молота 1. После каждого обжатия заготовку поворачивают вокруг своей оси на 90° и 180°. Прошивка (рис. 1в) служит для получения отверстия в поковке. С этой целью ее нагревают, укладывают над отверстием в наковальне 4. Сверху устанавливают пробойник 2 и наносят по нему удары молотом 1. Отверстие может быть образовано в несколько приемов, особенно если заготовка имеет большую толщину. Рубку (рис. 1г) применяют для разделения заготовки на отдельные части. В этом случае на наковальню 4 укладывают заготовку 1, затем ставят зубило 2 и ударами молота 1 производят отделение участка металла. К недостаткам ковки относят то, что в результате получаются заготовки, имеющие весьма низкие классы точности. Кроме того, коэффициент использования материала довольно низок. Отходы металла при ковке могут достигать 20 - 30 % от массы заготовки. Это происходит из-за угара, поскольку обрабатывают подогретые заготовки, а также из-за большого объема неиспользованной части слитка.
Рис. 1. Схемы свободной ковки
|
|