Дуговая сварка
Дуговая
сварка также
относится к термическому классу
сварки.
Дуговая
сварка - один из видов сварки плавлением, которое осуществляется с
помощью электрической дуги. Электрическая дуга -
мощный
электрический разряд, возникающий в воздушном
(газовом)
промежутке
между электродом и изделием. В результате воздействия
дуги
4 (рис. 1)
образуется сварочная ванна
2. После
отвода электрода сварочная ванна застывает, образуется сварочный шов,
соединяющий детали
1. Дуга
возникает в связи с тем, что электрод
3 и
свариваемые детали
1 подключены
к достаточно мощному источнику электропитания, которым служит сварочный
трансформатор при переменном токе или преобразователь при постоянном
токе. Сварка может производиться плавящимся или неплавящимся электродом.
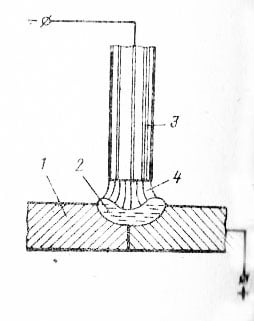
Рис. 1.
Электродуговая
сварка
Плавящийся электрод по
мере его уменьшения подается сварщиком в дугу (зону сварки). При этом
стараются обеспечить постоянную длину дуги для получения равномерного
сварочного шва. Сварочная ванна в этом случае образуется за счет
расплавления свариваемых кромок металла и расплавленного металла
электрода. Для защиты от воздействия внешней среды и улучшения состава
сварочной ванны ее часто защищают специальными веществами, которые
расплавляются в процессе сварки. Вещества эти вводят в обмазку
электродов.
Неплавящийся электрод
(угольный, графитовый или вольфрамовый) участвует только в образовании
электрической дуги. Добавки могут подаваться со стороны в район
сварочной ванны. Защита металла от внешней среды при дуговой сварке
может осуществляться с помощью покрытого электрода либо при сварке его
под флюсом, а также при сварке в среде защитных газов.
Покрытый электрод (с
обмазкой) представляет собой металлический стержень с нанесенными на
его поверхность порошкообразными материалами на клеящем растворе. При
сварке под флюсом всю зону сварки покрывают порошкообразным слоем флюса,
который защищает расплавленный металл от окружающей среды и улучшает
качество шва. Дуговая сварка под слоем флюса выполняется полуавтоматами
и Автоматами. Сварка в среде защитных газов (рис. 2) производится пак
плавящимся, так и неплавящимся электродом. Здесь для соединения деталей
7 и 9 образуют сварочную ванну
6 с помощью
электрической дуги
4,
возникающей между электродом
2 и
свариваемыми деталями. С этой целью их подсоединяют с помощью проводов
1 и
10 к
электрическому источнику питания. Вокруг электрода имеется кожух 3,
внутрь которого подают защитный газ 5. При сварке газовое облако
защищает сварочную ванну, обеспечивая весьма высокое качество сварочного
шва, что обусловило широкое применение этого вида сварки в авиастроении.
Как и при газовой сварке, здесь также важно следить за зоной прогрева
8, в которой
могут произойти нежелательные структурные изменения при нагреве.
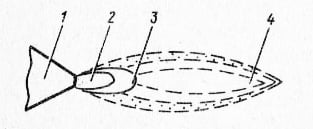
Рис. 2.
Сварка в среде
защитных газов
